




效率提升:节约更改车型而重新设计工装的时间、制造及安装调试成本。
兼容性:一套工装既满足片装拼装也满足了段装拼装,还能兼容整体拼接。可以满足不同车型产品的生产。
精度:从产品设计到制作保证产品稳定性,强度,精度一致性,保证每一道工序产品焊后精度一致性。
稳定性、强度:从产品设计结构到制作工艺保证产品稳定性和强度。



深圳市YP官网科技DCT品牌焊接工装专注专业大型吊臂、塔吊、桁架等的焊...
选择一家适合的焊接工装夹具厂家(深圳YP官网科技)可以让您的焊接 工...
DCT品牌焊接工装15年的焊接工装夹具案例积累,15年的品牌沉淀,用心做好...
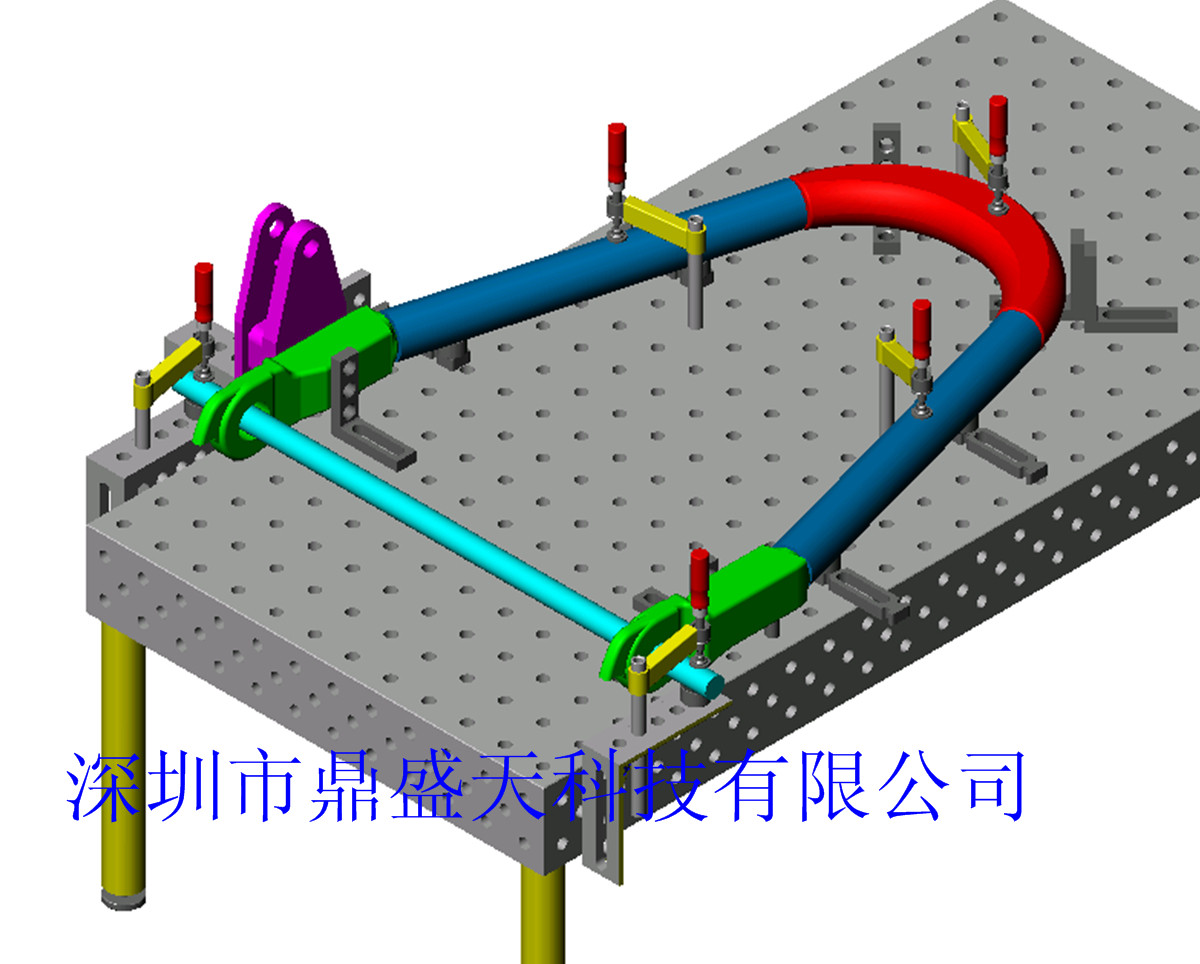
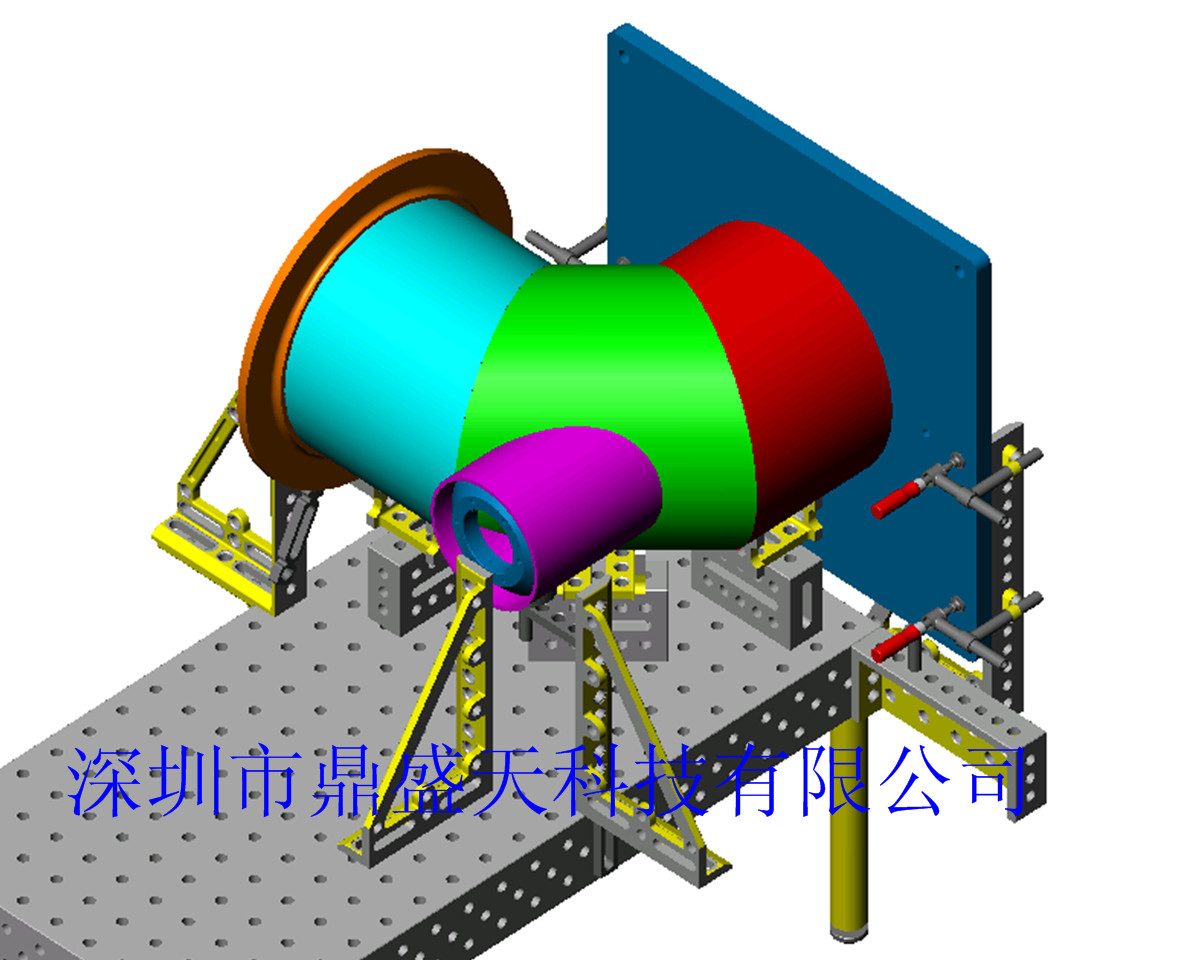
深圳市YP官网科技DCT品牌三维柔性焊接工装夹具是您完成各种异型管道焊...
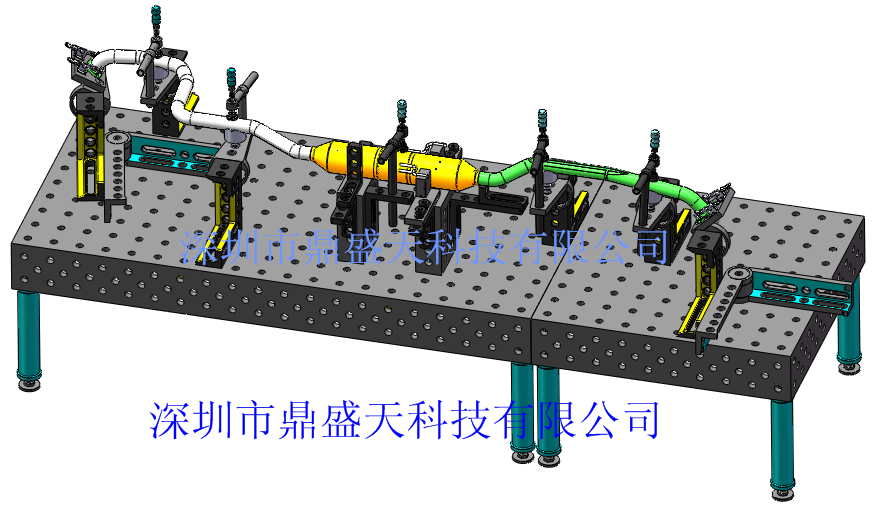
深圳YP官网15年老品牌焊接工装夹具厂家话你知三维柔性焊接工装夹具的...
留下您的称呼以及联系方式YP官网·(中国)集团将会给您发送最新消息!


